Welding Enhancements
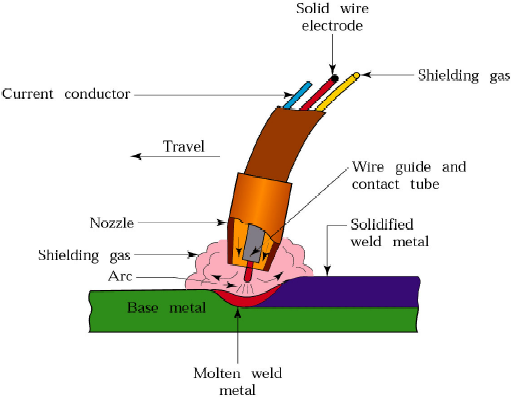
If you’ve ever experienced a low-quality weld due to your shielding gas selection, this article was made for you. Shielding gas protects the hot weld pool from outside contamination, which is the main reason why it’s so important to make the right selection for your application.
Here at Bancroft Engineering, we’ve seen how much the wrong shielding gas can drop quality, increase costs and negatively affect production rates. We are going to dive into choosing the gas that’s best paired for your gas metal arc welding (GMAW) job so you can enhance your process once and for all. Whether you’re using a manual process, semi-automatic welder or fully-automated equipment, we’ve got you covered—read on!
About Shielding Gas Options for GMAW
Use one—or combine—these most common shielding gas options for GMAW:
Pure Gases
- Argon is most commonly used for GMAW on nonferrous metals. This single-atom gas has a low thermal conductivity and ionization potential which results in a low transfer of heat to the exterior of the arc. Because of this, Argon delivers a deep yet narrow weld penetration.
- Helium has lower density than Argon which requires higher flow rates. Helium is also a single-atom gas, that’s commonly used on thicker materials. It’s also a good choice for welding aluminum. Because if its limited high price though, Helium is seldom seen in the industry anymore.
- Carbon Dioxide (CO2) is rarely used on its own because it yields a wide weld bead and often ends up producing a lot of spatter. CO2 is more commonly combined with Argon to produce the best end result. CO2 is also a reactive gas, meaning it has high ionization potential.
Gases Used in Mixtures
- Oxygen is a two-atom molecule commonly added in GTAW gas mixes at a rate of 10% or less. It may be seen as an addition to Argon for GMAW as it can help create a deep and narrow weld penetration in specialized applications.
- Hydrogen is an active shielding gas also commonly used in GMAW mixes at a rate of 10% or less. This diatomic molecule tends to result in hot and wide surface beads. Hydrogen is mostly used for stainless steel materials to improve fluidity and increase travel speeds.
How to Select a Shielding Gas
There are three main components to consider when selecting shielding gas for GMAW: material type, filler type and transfer mode.
- Material Type: The most important factor of all is matching your gas to the material type. For instance, steel is much denser than aluminum which requires different shielding gas to achieve a desirable welding outcome. It’s also important to consider the materials thickness as thicker materials will require higher heat inputs.
- Filler Metal Type: Double check that your filler metal matches the base material. This will give you reassurance when it comes to selecting the best shielding gas.
- Welding Transfer Mode: Determine whether you’re using short-circuit, spray-arc, pulsed-arc or a global transfer. Each transfer mode will play better with certain shielding gases than others.
There’s a lot more to cover when it comes to shielding gas for GMAW. Stay tuned for future articles where we’ll walk through proper shielding gas flow and we’ll dive into detail about the GMAW process with each material type!
GMAW Welding Equipment Builders
Selecting the right shielding gas is an important step towards welding success. When optimized correctly, it will not only improve your weld quality, but also save you money and time. The team at Bancroft Engineering can help you decide on the proper shielding gas and ensure your automated or semi-automated welding system is producing the very best results. Get in touch with our welding engineers today!