Aluminum has gained popularity over the years for manufacturing parts both large and small. It’s lightweight, strong, highly corrosion resistant, has good electrical and thermal conductivity and is reflective to both heat and light. While aluminum is a common material used by fabricators, it can be rather frustrating to weld—mainly due to problems with wire feeding.
We have seen every type of wire feed challenge with both manual and automatic welding—from unstable arcs, birdsnesting, burnback and everything in between. Read on to learn more about how you can minimize issues associated with aluminum wire feeding, avoid downtime, and improve your welding output!
Why is Welding Aluminum Difficult?
Welding aluminum requires different techniques than steel. Different shielding gases, pre and post-welding processing, wire, and feed rolls. It is not only softer but has less column strength than steel which makes it more vulnerable to buckling and tangling.
Here are a few other properties of aluminum that make it difficult to weld:
- High thermal conductivity
- Low melting temperatures
- Fast cooling rates
- Oxidized surface coating
While it may seem that welding aluminum and dealing with welding wire problems is high maintenance, it’s easy to overcome with a few key steps!
How to Solve Poor Wire Feeding
In order to combat wire feed issues, it’s key to understand your welding equipment and components. It’s also essential to take a look at the way your equipment is configured.
1. The Welding Gun

The two best guns to use with aluminum are spool guns and push/pull guns.
- A spool gun is best for small applications that doesn’t require much changeover. One way to minimize feed problems with spool guns is to shorten the feed distance.
- A push/pull gun allows for longer wire feed distances (up to 50 feet). These guns are built with a motor that pulls the wire and a secondary motor that pushes the wire through the liner.
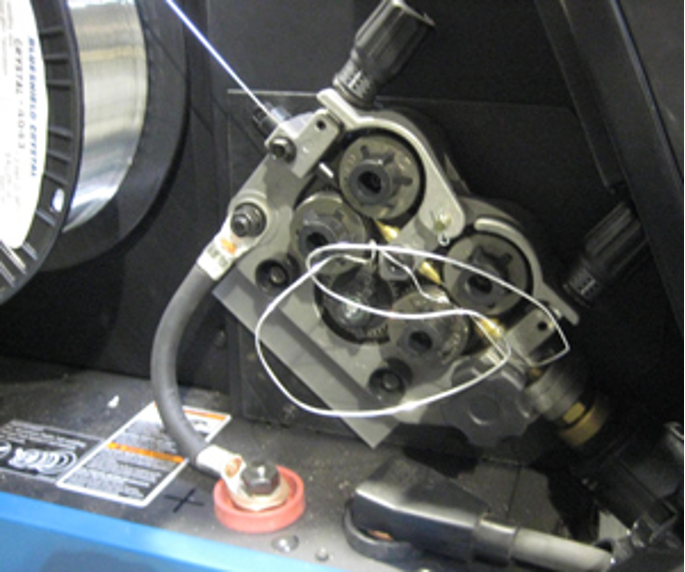
2. Drive Rolls & Correct Wire Tension
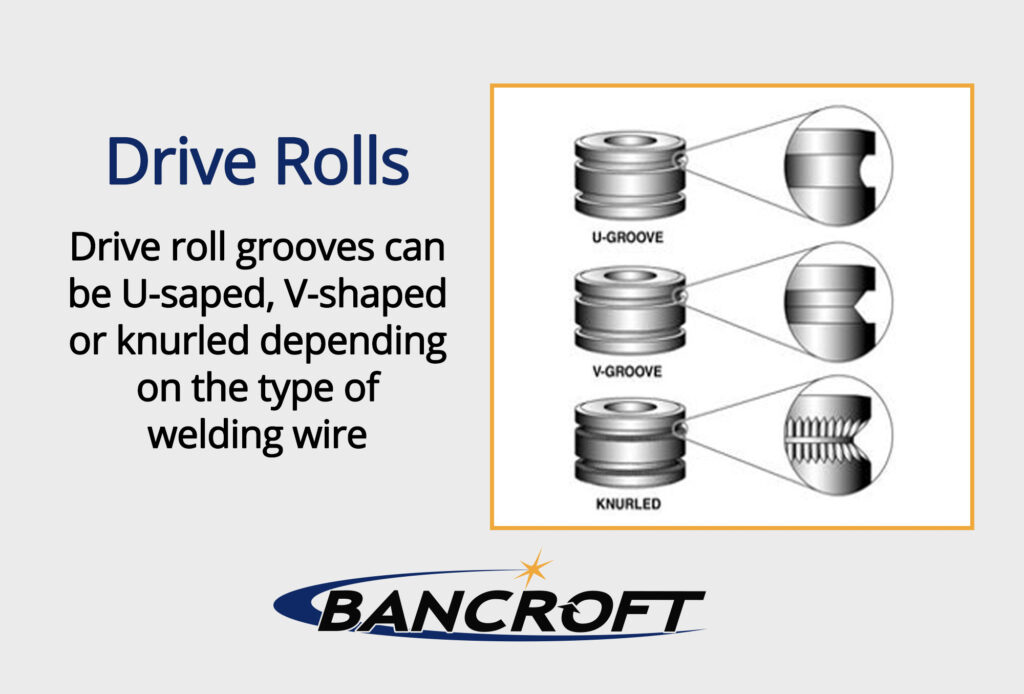
To avoid crushing or deforming aluminum welding wire, use a U-groove drive roll. These drive rolls keep a round shape while feeding the wire effortlessly.
Setting the drive roll tension can be tricky and often takes practice to get it right. To start, make sure your drive rolls are aligned. Use low pressure, but make sure it provides enough for consistent wire feeding. The point is to avoid stress on the wire while the system is feeding the wire to the contact tip. Stress on the wire will cause an unstable arc.
3. Type of Welding Wire
High-quality aluminum wire is a must to avoid feeding problems. Check that your wire has a smooth finish and a steady cast. If your using a poor-quality wire, it can result in a wavy motion leaving the contact tip which will cause an unstable arc.
4. Contact Tips & Other Consumables
Look for aluminum specific contact tips. These are designed with smooth bores that have larger diameters for feeding wire. Since aluminum expands when it’s heated, these tips allow for wire to flow and prevent burnback.
The two specific liners that should be used for welding aluminum are Nylon and Teflon. These prevent birdnests and increase the life of your contact tip.
5. Handling Approach
Following spool handling best practices is another way to limit wire feeding issues. Here are a few handling strategies to keep in mind:
- Always lift the spool from either the center or the bottom.
- Don’t lift the spool in a way that permits the flanges to angle away from the wire.
- Don’t adjust or disturb the way the wire is wound on the spool.
Custom Welding Machine Builders
Bancroft Engineering has the experience and equipment to help manage your aluminum welding woes! Get in touch with our engineers today to discuss how we can help optimize your process with custom welding machines.