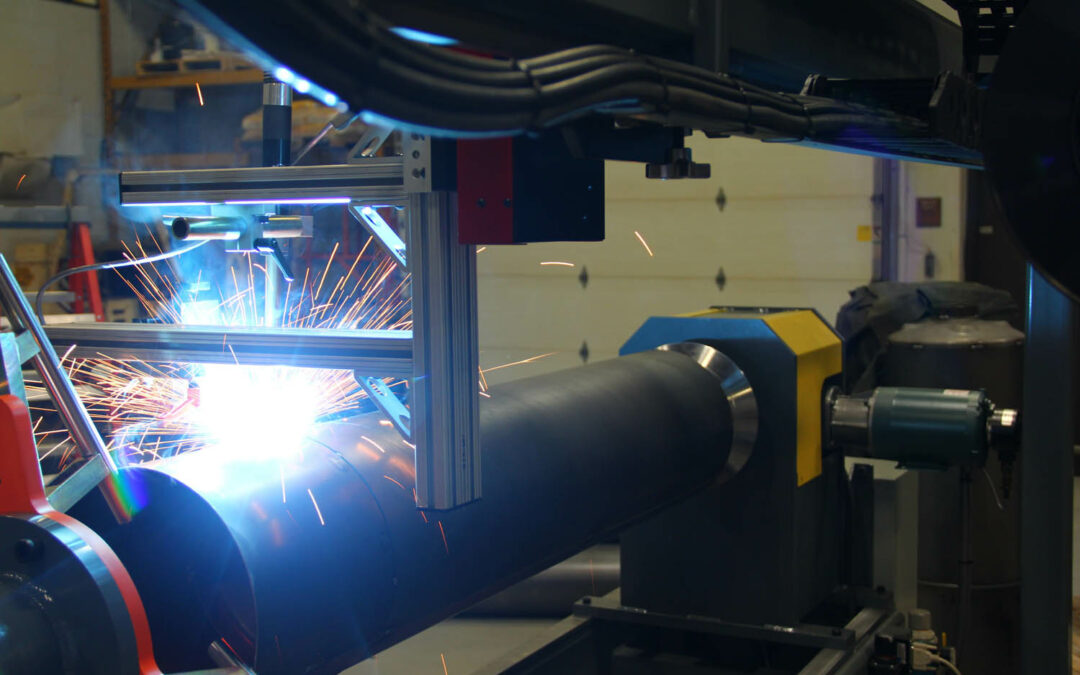
Photo Above: MIG Welding Process
The primary function of a welding power source is to convert electrical power into a current type that is suitable for the welding application being performed. There’s a lot to consider when selecting the best power source for your welding systems.
Whether you’re looking to invest in new manual welding machines or ready to upgrade an outdated welder to a more modern piece of automatic welding equipment, we’re here to simplify the process. Read on to learn more about welding power sources and what key factors to consider before making a purchase.
Getting Started
There are a variety of power sources to choose from. To make the best choice, you need to pair your material type with the welding process and the best method of supplying power to the arc.
Choose your Welding Process
Both the welding process and material type play a big role when selecting a power source because they are not always compatible with each other.
Gas Metal Arc Welding (GMAW) or Flux-Core Arc Welding (FCAW)
Most commonly referred to as MIG or Flux-Core Welding; this process can be used on all of the major commercial metals, a wide range of thicknesses, and requires less operator skill than TIG or stick welding. Welding speeds are higher because of the continuously fed electrode, absence of slag, and higher metal deposition rates. Whenever possible, GMAW and FCAW are the chosen welding processes utilized in production shops.
Shielded Metal Arc Welding or Stick Welding (SMAW)
This is the most common form or ARC Welding. A stick or electrode is placed at the end of a holder and an arc is struck between the tip of the electrode and the metal welding surface. SMAW power supplies are generally the least expensive but are only capable of being used in manual operations.
Gas Tungsten Arc Welding (GTAW)

In GTAW—or TIG welding—an arc is established between a non-consumable tungsten electrode and the base metal. A shielding gas protects the tungsten and molten metal from oxidation. GTAW produces high-quality welds on almost all metals and alloys. It can be controlled down to very low amperages making it ideal for thinner materials. GTAW can be done with or without filler material, it also has very little spatter and no slag. Its biggest disadvantage is speed—GTAW is by far the slowest welding process.
Plasma Arc Welding (PAW)
Plasma Arc Welding is essentially an extension of GTAW. Both GTAW and PAW use constant-current power sources and a high-frequency source for arc starting. The primary difference is that the electrode is recessed in a nozzle to constrict the arc. PAW is generally more expensive than GTAW but it is more tolerant of joint misalignment and can give better penetration.
Submerged Arc Welding (SAW)

In a SAW welding process, the wire is fed continuously with a granular flux material to cover the weld area. The flux plays a key role in achieving high speed and a quality weld. Very little weld fume is produced— eliminating the need for fume extraction. Utilizing granular flux limits welding positions and requires special handling and recovery solutions.
Select the Proper Power Supply
Welding power source types are defined by how they modulate electrical currents and what arc welding process is best supported by this modulation:
Direct Current (DC)
A DC power source is a flow of electrons in a single direction through a circuit. In welding, it creates a steadier arc and smoother output. It can be used to weld with a negative ground, or the flow of electrons can be reversed to flow toward a positive ground in reverse polarity.
Alternating Current (AC)
The AC power source is the bidirectional flow of electrons in which the polarity shifts a hundred or more times per second from a negative to a positive ground. Arcs tend to be less stable and welding is harder to control. However, AC welding can break apart oxide formation and allow for purer welding in some processes.
Pulsed Current
This is a form of DC welding in which the current goes from a high peak current to a lower background current at a frequency determined by the operator. This narrows the arc, allowing greater penetration while reducing the effect on surrounding materials. As a result, pulsed current welding is an excellent choice for welding thin metal or performing deep welds on thicker materials.
Pulsed Voltage and Heat
Pulsing GMAW power supplies focus on controlling pulsed voltage and heat applied to the consumable electrode. Controlling the pulsed voltage (heat) and wire feed speed allows greater control over how the wire melts and the rate of deposition. Adaptive pulse GMAW carefully monitors feedback and automatically compensates to keep the arc consistent despite variation by the welder and differences in height and joint location.
Additional Items to Consider
Once you have your welding process and the type of power source selected you should consider a few more key items to determine the size including:
What is your Input Power?
Your power source needs to match the type of input power available. The amount of electricity your welding system needs will ultimately depend on the type of power supply you select.
- Single-phase: 115, 200 or 230 VAC
- Three-phase: 230, 460 or 575 VAC
Material Thickness
Simply put, the thicker the material the more power required.
Duty Cycle
Duty cycle is the percentage of arc on-time a welding power source can operate in a given period. One of the most common mistakes welders make is under-sizing their power source. It’s important to understand how much amperage your power source can generate at any given duty cycle and ensure it’s MORE than enough to meet your demands.
Understanding the types of welding processes and power supply types is a large undertaking and can be overwhelming but a reliable power source will serve you for many years.
About Bancroft Engineering
Our engineers can help you select the best power source for your welding needs! Bancroft offers custom welding systems and a variety of standardized semi-automatic welding equipment in stock such as positioners, Welda-Round rotary welders, seam welders, weld-lathes and much more!